Dopo le luppolate americane, le Keller tedesche, le basse fermentazioni in generale e le birre session inglesi in cask spillate a pompa, sembra che l’ultima tendenza del mondo craft italiano stia andando verso le Lager della Repubblica Ceca. Da qualche mese queste birre stanno facendo capolino tra le sperimentazioni e le collaborazioni dei birrifici artigianali italiani, ma anche nei bicchieri dei bevitori e degli appassionati di birre craft. Ho notato anche un’impennata dei tour birrari a Praga e dintorni, quantomeno in termini di foto pubblicate sui social, sebbene Praga come meta birraria non sia mai passata di moda. La curiosità è venuta anche a me, soprattutto dopo averne assaggiate alcune ordinate direttamente da Praga e dopo aver fatto diverse ricerche per mettere in piedi la prima puntata della terza stagione di MashOut! Podcast, dedicata proprio alle lager della Repubblica Ceca.
Nelle mie ricerche, volte principalmente a individuare metodologie e ingredienti per la produzione casalinga di una Czech Premium Pale Lager (la Pilsner secondo il BJCP), non ho trovato risposte precise, ma numerose suggestioni. Appare evidente come il segreto di queste birre risieda in un mix di fattori a volte appena tangibili, che messi insieme riescono a ricreare la magia e l’equilibrio organolettico tipico di queste birre. Difficile anche descriverle, se non cercando di richiamare quel maltato più intenso di una Pilsner tedesca, il corpo leggermente più rotondo, l’amaro morbido, l’erbaceo quasi balsamico del luppolo Saaz. Il diacetile, che negli esempi più moderni è più una suggestione che una vera e propria sensazione. Qualcuno parla anche di leggero aroma di zolfo, ma personalmente lo collego più alle Pilsner tedesche.


Non è facile muoversi tra caratteristiche organolettiche, ingredienti, processo. Provo a buttare giù qualche idea, senza alcuna pretesa di essere nel giusto né di essere esaustivo, ma con l’obiettivo di trovare una mia strada, a tratti ovviamente semplificata, per la riproduzione di questo stile tra le mura domestiche.
Malti



Il classico dei classici è il Floor Malted Bohemian Pilsner della Weyermann. Viene prodotto partendo da un mix delle cultivar Bojo e Malz, coltivate nella Repubblica Ceca. Il processo di produzione prevede la maltazione a terra, secondo un processo tradizionale che veniva largamente utilizzato prima della rivoluzione industriale e che ancora oggi viene replicato in Germania, Repubblica Ceca e Inghilterra per una piccola minoranza dei cereali che passano per il processo di maltazione.
Dal punto di vista dei vari passaggi, il processo di maltazione a terra è simile a quello industriale, ma nel floor malting i chicchi vengono stesi a terra dopo la bagnatura e girati manualmente, con una pala o con un rastrello, due volte al giorno. Nel processo industriale queste operazioni sono invece azionate meccanicamente. Il floor malting trattiene una maggiore quantità di anidride carbonica nel letto di grani, producendo un malto leggermente meno modificato di quello standard con aromi leggermente diversi e in qualche modo ritenuti più intensi. O almeno, questo è quello che si dice.


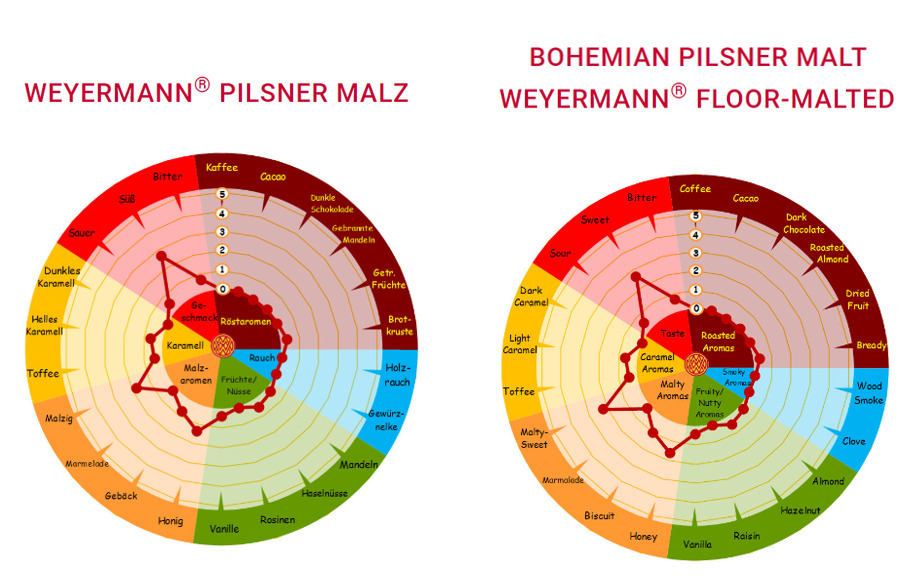
Tuttavia, se andiamo a confrontare le ruote organolettiche dei malti della Weyermann per il Pilsner classico e per quello Bohemian maltato a terra, scopriamo che sono perfettamente sovrapponibili. Inoltre, scorrendo le specifiche tecniche dei due malti, ci si rende conto che sono davvero molto simili, perfino nei parametri che indicano il livello di modificazione del malto. Dove sarebbe quindi tutta questa differenza? Probabilmente è sottile, un dettaglio, difficilmente quantificabile con freddi numeri. L’unica è provare.
Tornando alla nostra ricetta di una Pilsner base, si possono aggiungere anche altri malti per rendere più intensa la base maltata, come ad esempio Vienna (10-20%) o Monaco (5-10%). Non aggiungerei malti Crystal o simili, anche se al palato un leggero caramello è spesso presente, seppur lieve. Tuttavia, come vedremo nel seguito, questa leggera sfumatura che ricorda il caramello potrebbe originare dal processo produttivo (decozione) piuttosto che dall’aggiunta di malti Crystal.
Luppoli

Difficile sbagliare in questo caso: lo Žatec, più noto nell’Europa continentale con il suo nome tedesco Saaz, è il luppolo ceco per eccellenza. Fa parte, insieme ai tedeschi Spalt, Mittelfruh e Tettnang dei cosiddetti luppoli nobili che condividono un delicato e piacevole profilo aromatico dalle note erbacee, citriche, floreali e leggermente speziate. Il Saaz, nello specifico, è tipico delle zone intorno alla cittadina di Žatec, appunto, nella parte Nord della Repubblica Ceca, non lontano dal confine con la Germania.
Spesso si attribuisce al basso livello di coumulone tra le resine morbide del Saaz l’origine dell’amaro rotondo e morbido di questo stile, ma come vedremo in realtà questa morbidezza è principalmente dovuta all’utilizzo di acqua povera di sali minerali, in particolare di solfati. Al Saaz invece va attribuito il vero marchio di fabbrica dello stile, ovvero quell’aroma erbaceo con punte quasi balsamiche, speziato e fresco, imputabile agli oli essenziali e soprattutto ai mirceni di cui è ricca questa varietà di luppolo.
Per la ricetta andrei su un dosaggio di 2-4 g/L negli ultimi minuti di bollitura oppure direttamente in whirpool/hopstand. Per quanto riguarda l’amaro, è alto ma non altissimo: un valore medio intorno ai 35-40 IBU può essere sufficiente, per un rapporto BU/OG di circa 0.7. Importantissimo è gestire il pH a inizio bollitura per evitare l’estrazione di un amaro ruvido o tagliente. È buona cosa misurare il pH pre-boil e portarlo a 5.2 se alla fine dell’ammostamento è salito troppo.
Esistono altri luppoli originari della Repubblica Ceca con cui si può sperimentare, come il Kazbek (più intenso e moderno del Saaz, chiamato spesso “super Saaz”), il Premiant (meno intenso del Saaz in aroma, usato spesso in amaro) o lo Sladek (ibrido del Saaz, con alfa acidi leggermente acidi più alti).
Acqua

Ah, se potessi avere un centesimo di euro ogni volta che ho sentito nominare la famosa acqua di Pilsen nei corsi di degustazione birraria! Si tratta probabilmente dell’ingrediente più conosciuto di questo stile di origine ceca, famoso per la bassissima concentrazione di sali minerali. Si dice spesso che la bassa concentrazione di bicarbonati impartisca un amaro rotondo e un mouthfeel morbido, caratteristiche che differenziano le Pilsner ceche da quelle tedesche (che poi in Germania non è che esista un solo tipo di Pilsner, ma questa è un’altra storia).
Chiariamoci, è vero che l’acqua utilizzata per produrre le Pilsner è tendenzialmente più “morbida” di quella impiegata nella produzione delle sorelle tedesche, intendendo con “morbida” un’acqua con una concentrazione di sali molto bassa, nell’ordine di una decina di ppm al massimo per cloruri e solfati e sotto le 40-50 ppm di bicarbonati. Va però specificato che non è la concentrazione di bicarbonati in sé a rendere potenzialmente ruvido l’amaro, ma l’effetto che i bicarbonati hanno sul pH di produzione (in particolare ammostamento, filtrazione e bollitura). Più la concentrazione dei bicarbonati nell’acqua è alta, maggiore sarà il pH “naturale” a cui si assesterà il mosto durante la produzione. Più alto il pH, maggiore l’estrazione di tannini/polifenoli da malto e luppoli, maggiore l’astringenza. Nulla che non si possa controllare con l’aggiunta di acidi, tipo lattico o fosforico, riportando il pH di produzione in condizioni ottimali.
Quindi? Posso usare anche un’acqua dura per produrre un’ottima Pilsner Ceca? Sì e no. Ma soprattutto no. Un’acqua dura in genere porta in dotazione anche un’alta concentrazione degli altri sali, come solfati o magnesio, che in questo caso possono contribuire direttamente all’astringenza o al taglio secco dell’amaro. In particolare è importante avere livelli bassi di magnesio, intorno alle poche ppm, e di solfati, anche in questo caso poche ppm. Viene da sé l’utilizzo di un’acqua morbida, facendo comunque attenzione a portare la concentrazione del calcio intorno alle 50 ppm per evitare problemi di flocculazione del lievito e per favorire la precipitazione degli ossalati di calcio, che possono portare a gushing in fusto o bottiglia.
Lievito

Dobbiamo davvero salutare il nostro amatissimo lievito secco W34/70 per abbracciare il lato oscuro dei lieviti liquidi? Difficile dare una risposta definitiva. Istintivamente, direi di sì: è un altro di quei piccoli dettagli che possono fare la differenza. Ma probabilmente non è l’unico, e magari giocando sugli altri parametri (acqua, luppolo, malti, processo) si può ottenere ugualmente una birra caratterizzabile come ceca.
Tuttavia, tecnicamente delle differenze esistono. La specie Saccharomyces pastorianus trae infatti origine dall’ibridizzazione, ovvero dall’unione di tratti genetici, di due specie di lievito: il Saccharomyces cerevisiae, ampiamente utilizzato in tutto il mondo per le alte fermentazioni, e il Saccharomyces eubayanus, di origini incerte (probabilmente arrivato in Europa dalla Patagonia, ma è stato ritrovato anche in Nuova Zelanda e in Canada – non ancora in Europa). Dall’unione di questi due ceppi, intorno alla metà del secondo millennio, è nato il Saccharomyces pastorianus. Dal genitore Eubayanus ha ereditato la capacità di fermentare a basse temperature (2-10°C), cosa che il Cerevisiae non è in grado di fare, dando vita a un profilo organolettico con bassissime concentrazioni di composti aromatici dovuti alla fermentazione (esteri fruttati, polialcoli), lasciando ampio spazio per brillare a malti e luppoli.
Esistono due grandi famiglie di Pastorianus, discendenti diretti dall’ibridizzazione sopra citata: il Saaz (indovinate un po’ da dove ha preso il nome?) e il Frohberg. Il W34/70 fa parte della seconda famiglia. Oltre alla capacità di fermentazione a basse temperature, la linea genetica Frohberg ha ereditato dall’altro genitore, il Cerevisiae, la capacità di fermentare uno zucchero composto da ben tre molecole di glucosio, il maltotriosio. Grazie a questa caratteristica genetica dei lieviti della famiglia Frohberg, le birre fermentate con il W34/70 manifestano generalmente un’attenuazione medio-alta (75-80%) conferendo alla birra un finale più secco e meno maltato. I ceppi Saaz, invece, hanno difficoltà a fermentare il maltotriosio, lasciando alla birra un finale più rotondo, pieno, maltato. Se ben bilanciato con l’amaro luppolato, questo finale leggermente più dolce dona una sensazione di pienezza e morbidezza difficilmente definibile, ma tipicamente presente nelle Lager ceche. Tratto che le differenzia dalle cugine tedesche.
Quale ceppo utilizzare allora? Ce ne sono diversi (non tantissimi), tra cui il Pilsner Lager Yeast della White Labs (WLP800), il Pilsner Urquell H-Strain (WY2000) e il Czech Budejovice Lager Yeast (WY802). Le attenuazioni si attestano tutte tra il 70 e il 77%, sulla carta non molto diverse in realtà da quelle dei ceppi liquidi di origine tedesca sempre degli stessi produttori. Il W34/70, per la mia esperienza diretta, ha attenuazione leggermente maggiore, ma non di tanto: in genere siamo intorno all’80%. Anche qui: differenze numericamente molto sottili.
C’è anche da dire che, sebbene l’attenuazione sia l’unico parametro facilmente misurabile in casa, il carattere di una fermentazione non si può e non si deve valutare solo da un numero. Tuttavia nei lieviti Lager, dove il profilo aromatico rimane contenuto viste le basse temperature di fermentazione, non è facile caratterizzare i diversi ceppi. Ma differenze ci sono, anche a parità di attenuazione. E per questo è bene sperimentare.
Decozione sì / decozione no

Per quanto possa sembrare incredibile, il dibattito sull’effettivo impatto che la decozione può avere sul profilo organolettico è ancora aperto. Oltre ai pareri dei produttori casalinghi, o alle convinzioni più o meno fondate di singoli birrai, troviamo pareri diversi anche su molti libri, più o meno tecnici. Ad esempio sul manualone iper-tecnico di W. Kunze (Technology Brewing & Malting), a pag. 253 della 6a edizione, l’autore scrive espressamente che “nuove ricerche hanno dimostrato che la qualità e il profilo organolettico tra birre prodotte in infusione o in decozione non differisce”. Di contro, G. Noonan in “New Brewing Lager Beer”, a pag. 136, riporta come un dato di fatto che “l’espressività maltata delle Lager europee si può raggiungere solo con la decozione di malto sotto-modificati”. Si può obiettare che il secondo libro è più datato del primo, ma affermazioni del genere si trovano in molti altri testi. Chi ha ragione? Non lo sappiamo, probabilmente non lo sa nessuno.
Non è questo il contesto per descrivere nel dettaglio il processo di decozione, né per aprire un dibattito sul tema. Ci tenevo però a esprimere un paio di considerazioni, derivate anche dalla mia esperienza personale con questo metodo di produzione.
Per chi non lo sapesse, la decozione è un particolare processo di ammostamento che prevede di prelevare una parte dell’impasto (mosto con grani) durante l’ammostamento, metterlo in un’altra pentola e lasciarlo bollire. Questo può avvenire in diversi step (1, 2 o al massimo 3 di solito) seguendo profili di temperatura e tempi di step/bollitura variabili. Le differenze sono sostanziali: una decozione a singolo step in cui si fa bollire parte dell’impasto per 15 minuti può non avere impatto sul profilo organolettico, ma una con tre step e bolliture di 20-30 minuti magari può averlo.
A cosa serve la decozione? Un tempo era utile per attraversare i vari step di temperatura previsti dall’ammostamento, necessari per la gestione di malti poco modificati. La bollitura aiutava a raggiungere la corretta temperatura del singolo step di ammostamento (visto che il mosto con i grani bolle più o meno sempre a 100°C) e a estrarre una maggiore quantità di amidi dai malti poco modificati, altrimenti difficilmente accessibili con un normale ammostamento. L’imbrunimento e l’intensificazione del profilo maltato erano di fatto conseguenze del processo, non l’obiettivo primario. Oggi ragioniamo al contrario, visto che i malti odierni sono ben modificati (anche quelli maltati a terra, come abbiamo visto dalle analisi sopra). Se oggi si fa decozione, la si fa per cercare di ottenere quel profilo maltato che emerge dalle birre ceche, non per gestire step di ammostamento o malti poco modificati.
Ma i birrifici cechi la fanno? Tendenzialmente, sì. Almeno dalle informazioni che ho potuto raccogliere in questi ultimi mesi. In Germania si usa meno, ma ad esempio la Weihenstephan fa una birra in due versioni: una in decozione, l’altra no. E afferma che sì, ci sono differenze. Quindi, che dire. Io sinceramente proverei. Ci vuole tempo e pazienza, quindi ci sta anche non fare decozione e provare un approccio più veloce e moderno. In questo caso aggiungerei un po’ di malti Vienna o Monaco, ma non il famoso malto “Melanoidin” che a mio avviso introduce troppa dolcezza se dosato in modo che si avverta, oppure è completamente inutile se impiegato in simboliche dosi omeopatiche.
Fermentazione e carbonazione

Anche qui, ci sarebbe da scrivere un libro solo su questa fase del processo. Ma per chiudere proviamo a considerare un paio di aspetti importanti. Anche se, probabilmente, un approccio classico e moderno potrebbe andare bene lo stesso. Del tipo: fermentazione a 8-10°C, pausa diacetile verso la fine per qualche giorno, abbattimento e lagerizzazione intorno agli 0°C per un mesetto. Ma come fanno in Repubblica Ceca? Ogni birrificio avrà sicuramente il suo metodo, ma in questo video lo storico birrificio Budwar racconta il suo, che è un filo più complesso di quanto descritto sopra. Ovviamente non ci vengono forniti tutti i dettagli, ma possiamo speculare sulle parti non raccontate nel video.
La fermentazione primaria, quella in cui il lievito consuma la maggior parte degli zuccheri fermentabili, dura 12 giorni per le birre da 12 Plato (circa 48 OG, ovvero approssimativamente 4,5% ABV). Al dodicesimo giorno trasferiscono la birra nei tank di fermentazione. Inoculano a 7 °C, ma non è esplicitato se fermentano alla stessa temperatura o a qualche grado in più (probabilmente a 8-9 °C, ma è una mia ipotesi).
Prima che la fermentazione sia completamente finita, ossia prima di aver raggiunto la FG, la birra viene trasferita nei tank di lagerizzazione, che sono di forma cilindrica e posti in orizzontale, per velocizzare la lagerizzazione che comunque impiega ben 90 giorni. Nessuna pausa diacetile. Durante la lagerizzazione, il lievito continua a lavorare intorno ai 2 °C. È quindi è attivo, è in questa fase che finisce di riassorbire il diacetile e i composti dello zolfo. Non è chiaro se la temperatura venga e fatta scendere velocemente o lentamente (il famoso grado centigrado al giorno) nel passaggio dalla fermentazione alla lagerizzazione. Propenderei per la prima, ovvero lentamente, onde evitare che il lievito si addormenti senza portare a termine la fermentazione. Altro piccolo indizio sull’attenuazione di questo ceppo Budwar la troviamo sulle piccole lavagne che sono dietro al tipo che parla, sul muro, dove vengono segnati i dati sulla fermentazione. Le attenuazioni che si intravedono sono tutte intorno al 78-79%, altra indicazione che pone qualche dubbio sulla bassa attenuazione dei lieviti originari della Repubblica Ceca.
Per quanto riguarda la carbonazione non viene detto molto, se non che la birra è già parzialmente carbonata prima del trasferimento nei tank di lagerizzazione. Immagino quindi si tratti di carbonazione con applicazione di valvola di spunding a fine fermentazione, ma non è chiaro se sia fatta totalmente così, oppure se venga aggiunto krausening post lagerizzazione. Il krausening consiste nell’aggiungere, dopo la lagerizzazione, una piccola quantità di mosto preso da un’altra birra che si trova ancora nella fase di fermentazione primaria. Questo fa sì che la birra carboni naturalmente senza aggiungere altri zuccheri (in aderenza al Reinheitsgebot, la legge della purezza tedesca). Il krausening aiuta anche a ripulire la birra da eventuale diacetile, acetaldeide o composti solforosi, grazie al lievito attivo introdotto, e – teoricamente, ma le opinioni sono controverse – a rendere la schiuma più fine e la birra più stabile nel tempo.
Ci sarebbe poi il tema della fermentazione aperta, molto praticata in Repubblica Ceca, ma ne parleremo un’altra volta.
Come si può intuire, gestire una fermentazione tipica della Repubblica Ceca non è affatto facile: molte sono le incognite, specialmente se si utilizza il lievito per la prima volta. È rischioso saltare la pausa diacetile, come è rischioso anche andare in lagerizzazione senza aver raggiunto la FG. Se il lievito si fermasse, ci troveremmo con una birra sotto-attenuata che solo l’aggiunta di un krausen potrebbe – forse – salvare. Ma chi ce l’ha un krausen a portata di mano, in casa? Vale la pena rischiare, o è meglio affidarsi al buon W34/70 gestito con pausa diacetile? Ai posteri l’ardua sentenza.